0752-3383051
0752-3383051 


实现高精度模具的制造提高生产效率

模具的精度和质量均达到行业领先水平

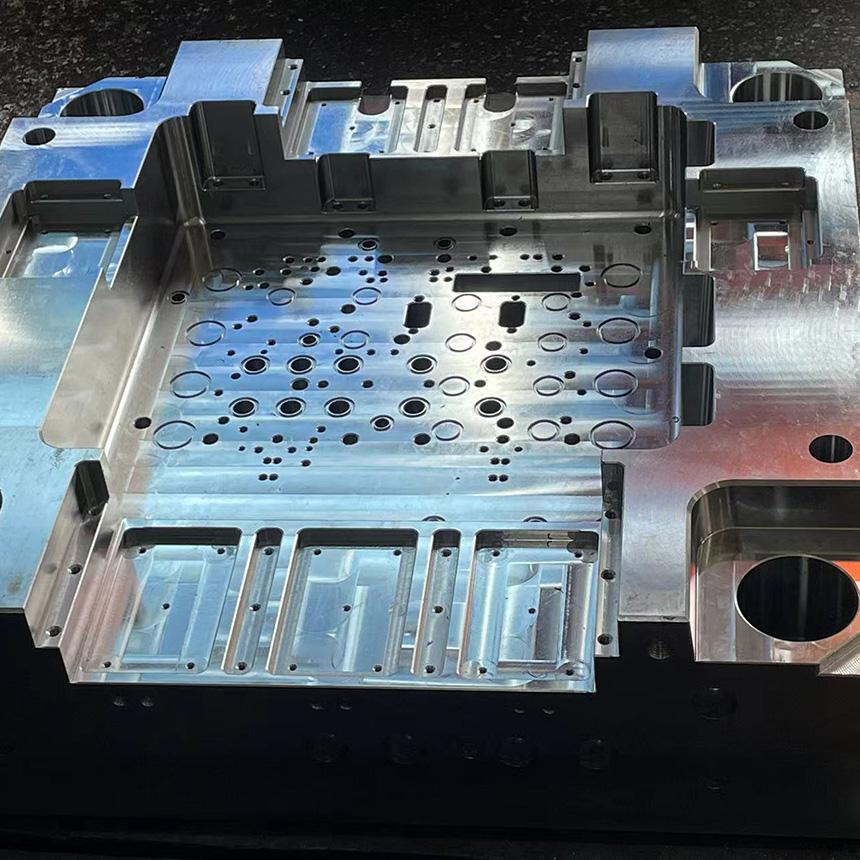
成型零件系统包括前模仁、后模仁、镶件、斜顶、滑块等,直接参与产品形状的成型,决定产品的尺寸和结构细节。浇注系统由主流道、分流道、浇口和冷料井组成,负责将熔融塑料均匀注入模具型腔,影响充填效率和产品外观。导向定位系统通过导柱导套、锥面定位块、零度定位块等部件,确保模具动定模精准合模,防止偏移或错位。顶出系统包含顶针、推板、司筒、气动/液压顶出装置等,用于将冷却后的塑件从模具中安全脱出,避免变形或损伤。温度调节系统通过水路、水井、加热棒等控制模具温度,优化塑料流动性和冷却效率,减少缩水或翘曲缺陷。排气系统在分型面、顶针孔或镶件间隙设置排气槽/孔,排出型腔内气体,防止气泡、烧焦等缺陷。抽芯系统包含滑块、斜顶等机构,用于处理倒扣或复杂结构,实现侧向分型或抽芯动作。框架系统由模架、面板、支撑柱等组成,提供模具整体结构强度,确保稳定性和耐用性。
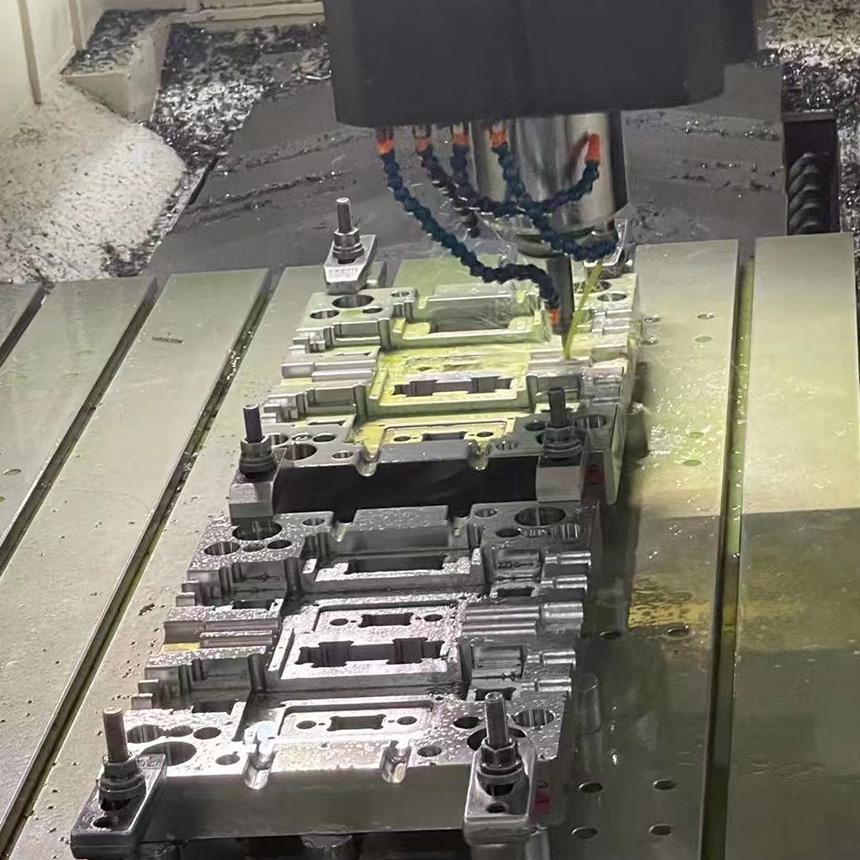
1. 需求分析与设计:根据产品图纸或样品设计模具结构,包括流道系统、冷却系统、排气系统等,确保成型精度与生产效率。2. 模具加工与调试:通过数控机床(CNC)进行精密加工,完成粗加工、精加工及热处理,装配后通过试模优化模具性能。3. 材料选择:根据产品性能要求选择塑料类型(如ABS、PC、尼龙等)。4. 干燥处理:对吸湿性塑料(如尼龙)进行高温干燥,避免成型后产生气泡或裂纹。5. 合模与锁紧:模具闭合后施加高压锁紧,防止塑料溢料。6. 熔融与注射:塑料颗粒在料筒内加热至熔融状态,通过螺杆以高压(通常50-200MPa)注入模具型腔。7. 保压与冷却:注射后保持压力补充收缩,随后通过冷却系统(如水循环)使塑料固化定型,冷却时间由制品厚度和材料特性决定。8. 开模与取件:冷却完成后模具自动打开,通过机械臂或人工取出成品。9. 表面处理:去除毛边、浇口残留,必要时进行喷涂、电镀等工艺提升外观。10. 尺寸与性能检测:使用三坐标测量仪检查精度,测试抗冲击性、耐温性等指标。11. 包装交付:合格产品按客户要求包装(如防震泡沫、纸箱),确保运输安全。

撬模坑设置:模胚尺寸<2020时,A/B板间需设计撬模坑;>2020的模胚所有模板(含顶针板)均需设置撬模坑。导柱导套处理:导柱导套需加工排气槽,防止合模时拉伤。尖角倒角处理:模具非特殊区域禁止出现尖角,需统一倒角。分型面排气设计:分型面、顶针孔或镶件间隙处需设置排气槽,规格参考模具设计手册,防止气泡和烧焦缺陷。脱模机构设计:顶针、推板等脱模系统需均匀分布顶出力,避免产品变形(如大型平板件顶针间距≤50mm)。冷却系统布局:冷却水道直径8-12mm,间距为管径3-5倍,距型腔表面10-15mm,确保冷却均匀性。表面加工要求:非胶位面的加工纹路(如线切割、火花纹)需用油石省光,胶位面粗糙度按BOM表执行。焊接限制:未经批准,内模和模具零件不得烧焊。抛光方向性:型腔抛光纹路需与脱模方向一致,减少脱模阻力。零件加工顺序:优先加工易变形或热处理敏感的成形零件(如型芯、型腔),再以基准配做其他部件。支撑腿安装:外露油缸、水嘴等部件需加装支撑腿,并用螺钉固定于模架,过长的支撑腿需加工外螺纹紧固。表面缺陷控制:模具外观面禁止划痕、砂眼,表面粗糙度Ra≤1.6μm(高光面需≤Ra0.4μm)。铭牌标识规范:铭牌内容完整,固定于模脚基准角附近,字符高度≥5/6,且不易脱落。水嘴标准化:冷却水嘴选用塑料块插式,沉孔直径25/30/35mm,孔口倒角一致,并标注进出方向。咬花工艺要求:采用化学腐蚀(如浓硫酸)处理钢材表面,形成蛇皮纹/梨地纹等纹理。模架强度验证:模架厚度根据注塑机锁模力设计,大型模具模板厚度需通过力学计算验证。定位系统精度:导柱导套配合公差≤0.02mm,锥面定位块确保合模精度±0.05mm。顶出孔适配性:顶出孔尺寸需匹配注塑机规格,除小型模具外禁止仅使用单一中心顶出。镶件装配公差:镶件与模框配合间隙≤0.03mm,斜顶、滑块运动行程误差≤0.1mm。材料采购规范:模具钢按订单技术要求采购,硬模需提供材质证明和热处理报告。预硬钢应用:通用注塑模优先采用预硬钢(如P20,硬度HRC30-35),省去二次热处理。热处理变形控制:高精度模具需进行深冷处理(-80~-196℃),消除残余奥氏体。尺寸公差标准:关键型腔/型芯尺寸公差±0.05mm(如手机外壳模具),一般件±0.1mm。脱模力测试:脱模力控制在50-200N,通过试模验证顶出平稳性。冷却效率验证:冷却时间占成型周期30%-50%,水流速1-2m/s,温差≤5℃。定期维护计划:每生产10万模次需全面检查导柱、顶针等易损件,修复磨损部位。热流道系统要求:热流道浇口需避免熔接痕,透明件优先采用针点浇口。侧向抽芯机构:滑块运动需配备限位装置,行程误差≤0.1mm,润滑通道畅通。耐腐蚀处理:接触PVC等腐蚀性材料的模具需镀铬或采用S136等耐蚀钢。安装方向标识:定向安装模具需在前/后模板标注黄色“UP”箭头(字高50mm)。

材料选择与预处理模具钢需通过热处理优化性能,常用材料包括预硬钢(如P20、718H)和镜面钢(如S136、NAK80);预处理阶段需进行退火或正火,消除材料内应力并改善加工性能。硬度与耐磨性提升采用淬火+低温回火工艺,使模具表面硬度达到HRC48-55,满足注塑模具高耐磨需求;高光模具需通过真空热处理减少氧化层,确保抛光后表面粗糙度≤Ra0.02μm。耐高温与抗变形能力热作模具钢(如H13)需多次回火(500-600℃),稳定组织并提高抗热疲劳性,适应压塑模具高温高压环境;复杂结构模具(如多腔模)需控制热处理变形量,通过分级加热和等温淬火降低内应力。表面强化处理渗氮处理(如气体渗氮、离子渗氮)可提升表面硬度至HV1000以上,延长吹塑模具和吸塑模具寿命;镀铬或PVD涂层用于高耐磨区域(如滑块、斜顶),减少摩擦磨损。残余应力控制深冷处理(-80~-196℃)用于高精度模具,消除残余奥氏体,减少后续加工变形;时效处理(150-200℃保温)稳定尺寸,避免注塑成型时因模具收缩导致产品尺寸偏差。工艺适应性与效率预硬钢(硬度HRC30-35)可直接加工,省去传统热处理步骤,缩短生产周期;局部热处理(如感应加热)针对易损部位(如浇口、排气槽)强化,降低成本。
注塑模具特点:通过螺杆/柱塞将熔融塑料高压注入闭合模具型腔,成型后冷却脱模;结构复杂,包含浇注系统、顶出机构、温控系统等,采用高硬度模具钢制造。应用领域:日用品(如餐具、收纳盒)、家电外壳、汽车零部件(仪表盘、保险杠)等大批量热塑性制品生产。吹塑模具特点:利用压缩空气将塑料型坯吹胀贴合模具内壁,形成中空制品;模具结构简单,多采用碳素钢或铝合金制造。应用领域:饮料瓶、化妆品瓶、油桶等包装容器,以及汽车油箱、通风管等工业件。 挤出模具特点:通过螺杆旋转加压使塑料连续通过口模成型,生产效率高;口模设计决定截面形状(如圆形、异型),部分区域可镶嵌耐磨材料。应用领域:管材、板材、线缆护套、门窗异型材等连续型材生产。 吸塑模具特点:通过真空负压或压缩空气使加热软化的塑料板材贴合模具型腔成型;模具材质多为铸铝或非金属材料(如树脂),成本低。应用领域:一次性餐盒、食品托盘、玩具包装内衬等薄壁制品。压塑模具特点:通过高温高压将热固性塑料压制成型,含压缩成型和压注成型两类;需预热模具(约100-150℃),压制后需固化定型。应用领域:电器插头、锅柄、瓶盖等热固性制品,以及树脂镜片、方向盘发泡件。发泡模具特点:利用可发性聚苯乙烯(EPS)材料,通过蒸汽加热膨胀成型轻质泡沫制品;模具需设计排气孔以排出发泡气体。应用领域:快递缓冲包装、保温箱、建筑隔热板等。










手机扫一扫
全国服务热线
Copyright © 2025 惠州市鲁泰鑫模具有限公司 版权所有
网站建设:百企互联